



Nors itin greiti lazeriai egzistuoja jau dešimtmečius, per pastaruosius du dešimtmečius jų pritaikymas pramonėje sparčiai augo. 2019 m. itin greitų lazerių rinkos vertėlazerinė medžiagaApdorojimo vertė siekė maždaug 460 mln. JAV dolerių, o metinis augimo tempas siekė 13 %. Taikymo sritys, kuriose itin greiti lazeriai buvo sėkmingai naudojami pramoninėms medžiagoms apdirbti, apima fotokaukių gamybą ir remontą puslaidininkių pramonėje, taip pat silicio pjaustymą kubeliais, stiklo pjovimą / braižymą ir (indžio alavo oksido) ITO plėvelės šalinimą plataus vartojimo elektronikoje, pavyzdžiui, mobiliuosiuose telefonuose ir planšetiniuose kompiuteriuose, stūmoklių tekstūravimą automobilių pramonei, vainikinių stentų gamybą ir mikrofluidinių įtaisų gamybą medicinos pramonei.

01 Fotokaukių gamyba ir remontas puslaidininkių pramonėje
Itin greiti lazeriai buvo naudojami viename iš ankstyviausių pramoninių pritaikymų medžiagų apdirbime. IBM pranešė apie femtosekundinės lazerinės abliacijos taikymą fotokaukių gamyboje 1990-aisiais. Palyginti su nanosekundine lazerine abliacija, kuri gali sukelti metalo purslus ir stiklo pažeidimus, femtosekundinės lazerinės kaukės nerodo jokių metalo purslų, stiklo pažeidimų ir pan. Privalumai. Šis metodas naudojamas integrinėms grandinėms (IC) gaminti. IC mikroschemos gamybai gali prireikti iki 30 kaukių, o jos kaina gali viršyti 100 000 USD. Femtosekundinis lazerinis apdorojimas gali apdoroti linijas ir taškus, mažesnius nei 150 nm.
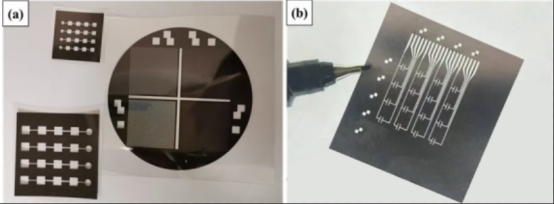
1 pav. Fotokaukės gamyba ir taisymas
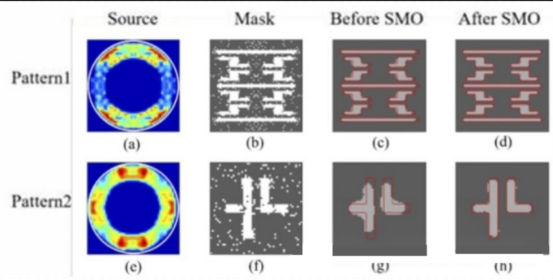
2 pav. Skirtingų kaukių raštų optimizavimo rezultatai ekstremaliai ultravioletinei litografijai
02 Silicio pjovimas puslaidininkių pramonėje
Silicio plokštelių pjaustymas kubeliais yra standartinis puslaidininkių pramonės gamybos procesas, paprastai atliekamas naudojant mechaninį pjaustymą kubeliais. Šie pjovimo diskai dažnai sukelia mikroįtrūkimus ir jais sunku pjaustyti plonas (pvz., storis < 150 μm) plokšteles. Silicio plokštelių lazerinis pjovimas puslaidininkių pramonėje naudojamas jau daugelį metų, ypač plonoms plokštelėms (100–200 μm), ir atliekamas keliais etapais: lazerinis griovelių pjovimas, po kurio seka mechaninis atskyrimas arba slaptas pjovimas (t. y. infraraudonųjų spindulių lazerio spindulio pjovimas silicio viduje), o po to mechaninis juostos atskyrimas. Nanosekundinių impulsų lazeris gali apdoroti 15 plokštelių per valandą, o pikosekundinių impulsų lazeris – 23 plokšteles per valandą, o tai užtikrina aukštesnę kokybę.
03 Stiklo pjovimas / braižymas vartojimo elektronikos pramonėje
Mobiliųjų telefonų ir nešiojamųjų kompiuterių jutikliniai ekranai ir apsauginiai akiniai tampa plonesni, o kai kurios geometrinės formos yra išlenktos. Dėl to tradicinį mechaninį pjovimą apsunkina. Įprasti lazeriai paprastai užtikrina prastą pjovimo kokybę, ypač kai šie stikliniai ekranai yra sudėti 3–4 sluoksniais, o viršutinis 700 μm storio apsauginis stiklas yra grūdintas, kuris gali sulūžti dėl lokalizuoto įtempimo. Įrodyta, kad itin greiti lazeriai gali pjauti šiuos stiklus geresniu kraštų tvirtumu. Pjaunant didelius plokščius ekranus, femtosekundinis lazeris gali būti sufokusuotas į stiklo lakšto galinį paviršių, subraižant stiklo vidų nepažeidžiant priekinio paviršiaus. Tada stiklą galima mechaninėmis arba terminėmis priemonėmis sudaužyti išilgai įbrėžto rašto.
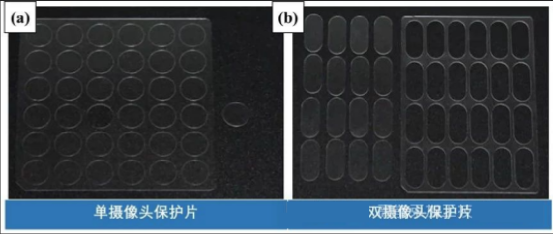
3 pav. Pikosekundinis itin greitas lazerinis stiklo specialios formos pjovimas
04 Stūmoklių tekstūros automobilių pramonėje
Lengvųjų automobilių varikliai gaminami iš aliuminio lydinių, kurie nėra tokie atsparūs dilimui kaip ketaus. Tyrimai parodė, kad femtosekundinis lazerinis automobilių stūmoklių tekstūrų apdorojimas gali sumažinti trintį iki 25 %, nes šiukšlės ir alyva gali būti efektyviai kaupiami.

4 pav. Femtosekundinis automobilių variklių stūmoklių apdorojimas lazeriu, siekiant pagerinti variklio našumą.
05 Vainikinių arterijų stentų gamyba medicinos pramonėje
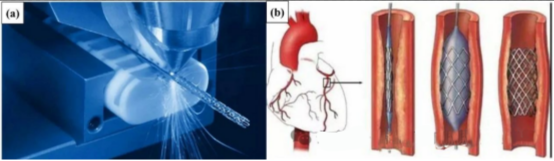
Milijonai vainikinių stentų implantuojami į organizmo vainikines arterijas, kad atvertų kanalą kraujui tekėti į kitaip užsikimšusias kraujagysles, kasmet išgelbėdami milijonus gyvybių. Vainikinių arterijų stentai paprastai gaminami iš metalinio (pvz., nerūdijančio plieno, nikelio ir titano formos atminties lydinio arba, pastaruoju metu, kobalto ir chromo lydinio) vielos tinklo, kurio atramos plotis yra maždaug 100 μm. Palyginti su ilgo impulso lazeriniu pjovimu, itin greitų lazerių naudojimo breketams pjauti privalumai yra aukšta pjovimo kokybė, geresnė paviršiaus apdaila ir mažesnis šiukšlių kiekis, o tai sumažina papildomo apdorojimo išlaidas.
06 Mikrofluidinių prietaisų gamyba medicinos pramonei
Mikrofluidiniai įtaisai dažnai naudojami medicinos pramonėje ligų tyrimams ir diagnostikai. Jie paprastai gaminami atskirų dalių mikroįpurškimo būdu, o vėliau sujungiant jas klijuojant arba suvirinant. Itin greitas lazerinis mikrofluidinių įtaisų apdirbimas turi pranašumą, nes leidžia sukurti 3D mikrokanalus skaidriose medžiagose, tokiose kaip stiklas, nereikalaujant jungčių. Vienas iš metodų yra itin greitas lazerinis apdirbimas stiklo tūrio viduje, po kurio atliekamas šlapias cheminis ėsdinimas, o kitas – femtosekundinė lazerinė abliacija stiklo arba plastiko viduje distiliuotame vandenyje, siekiant pašalinti šiukšles. Kitas būdas – išfrezuoti kanalus stiklo paviršiuje ir užsandarinti juos stiklo dangteliu naudojant femtosekundinį lazerinį suvirinimą.
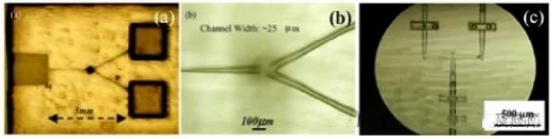
6 pav. Femtosekundiniu lazeriu indukuotas selektyvus ėsdinimas mikrofluidinių kanalų paruošimui stiklo medžiagose.
07 Injektoriaus antgalio mikrogręžimas
Dėl didesnio lankstumo keičiant srauto skylių profilius ir trumpesnio apdirbimo laiko daugelyje aukšto slėgio injektorių rinkos įmonių femtosekundinis lazerinis mikroskylių apdirbimas pakeitė mikroEDM. Galimybė automatiškai valdyti spindulio fokusavimo padėtį ir pakreipimą per apdorojimo skenavimo galvutę lėmė apertūros profilių (pvz., cilindro, išplitimo, konvergencijos, divergencijos) projektavimą, kurie gali skatinti atomizaciją arba prasiskverbimą į degimo kamerą. Gręžimo laikas priklauso nuo abliacijos tūrio, grąžto storis yra 0,2–0,5 mm, o skylės skersmuo – 0,12–0,25 mm, todėl ši technika yra dešimt kartų greitesnė nei mikroEDM. Mikrogręžimas atliekamas trimis etapais: grubus apdirbimas ir kiaurymių apdirbimas. Argonas naudojamas kaip pagalbinės dujos, skirtos apsaugoti gręžinį nuo oksidacijos ir apsaugoti galutinę plazmą pradiniuose etapuose.
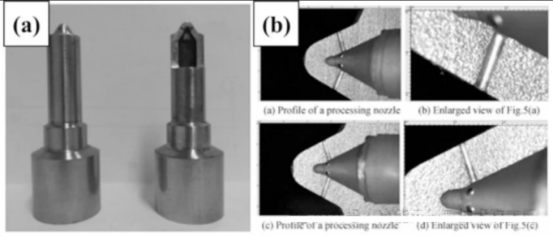
7 pav. Femtosekundiniu lazeriu tiksliai apdorojama dyzelinio variklio purkštuko apversta kūginė skylė
08 Itin greitas lazerinis tekstūravimas
Pastaraisiais metais, siekiant pagerinti apdirbimo tikslumą, sumažinti medžiagų pažeidimus ir padidinti apdorojimo efektyvumą, mikroapdirbimo sritis pamažu tapo tyrėjų dėmesio centru. Itin greitas lazeris pasižymi įvairiais apdorojimo privalumais, tokiais kaip maža žala ir didelis tikslumas, todėl tapo apdorojimo technologijų plėtros skatinimo dėmesio centru. Tuo pačiu metu, itin greiti lazeriai gali veikti įvairias medžiagas, o lazerinis medžiagų pažeidimų apdorojimas taip pat yra pagrindinė tyrimų kryptis. Itin greitas lazeris naudojamas medžiagoms šalinti. Kai lazerio energijos tankis yra didesnis už medžiagos abliacijos slenkstį, abliuotos medžiagos paviršius įgauna mikro-nano struktūrą su tam tikromis savybėmis. Tyrimai rodo, kad ši ypatinga paviršiaus struktūra yra dažnas reiškinys, atsirandantis lazeriu apdorojant medžiagas. Paviršinių mikro-nano struktūrų paruošimas gali pagerinti pačios medžiagos savybes ir sudaryti sąlygas kurti naujas medžiagas. Dėl to paviršinių mikro-nano struktūrų paruošimas itin greitu lazeriu yra techninis metodas, turintis didelę reikšmę plėtrai. Šiuo metu, kalbant apie metalines medžiagas, itin greito lazerinio paviršiaus tekstūravimo tyrimai gali pagerinti metalo paviršiaus drėkinimo savybes, paviršiaus trinties ir dilimo savybes, dangų sukibimą bei kryptingą ląstelių proliferaciją ir sukibimą.
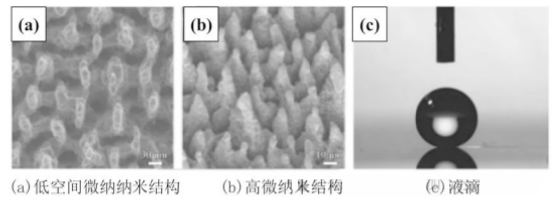
8 pav. Lazeriu paruošto silicio paviršiaus superhidrofobinės savybės
Kaip pažangiausia apdorojimo technologija, itin spartus lazerinis apdorojimas pasižymi maža karščio paveikta zona, netiesiniu sąveikos su medžiagomis procesu ir didelės skiriamosios gebos apdorojimu, viršijančiu difrakcijos ribą. Jis gali realizuoti aukštos kokybės ir didelio tikslumo įvairių medžiagų mikro-nano apdorojimą ir trimačių mikro-nano struktūrų gamybą. Specialių medžiagų, sudėtingų struktūrų ir specialių įtaisų lazerinė gamyba atveria naujas mikro-nano gamybos galimybes. Šiuo metu femtosekundinis lazeris yra plačiai naudojamas daugelyje pažangiausių mokslo sričių: femtosekundinis lazeris gali būti naudojamas įvairiems optiniams įtaisams, pvz., mikrolęšių matricoms, bioninėms sudėtinėms akims, optiniams bangolaidžiams ir metapaviršiams, gaminti; naudodamasis didelio tikslumo, didelės skiriamosios gebos ir trimačio apdorojimo galimybėmis, femtosekundinis lazeris gali paruošti arba integruoti mikrofluidinius ir optofluidinius lustus, pvz., mikrošildytuvų komponentus ir trimačius mikrofluidinius kanalus; Be to, femtosekundinis lazeris taip pat gali paruošti įvairių tipų paviršiaus mikro-nanostruktūras, kad būtų pasiektos antirefleksinės, antirefleksinės, superhidrofobinės, apsaugos nuo apledėjimo ir kitos funkcijos; negana to, femtosekundinis lazeris taip pat buvo taikomas biomedicinos srityje, parodydamas išskirtinius rezultatus tokiose srityse kaip biologiniai mikrostentai, ląstelių kultūrų substratai ir biologinis mikroskopinis vaizdavimas. Plačios taikymo perspektyvos. Šiuo metu femtosekundinio lazerinio apdorojimo taikymo sritys kasmet plečiasi. Be jau minėtų mikrooptikos, mikrofluidikos, daugiafunkcinių mikro-nanostruktūrų ir biomedicininės inžinerijos taikymų, jis taip pat vaidina didžiulį vaidmenį kai kuriose naujose srityse, tokiose kaip metapaviršių paruošimas, mikro-nano gamyba ir daugiamatis optinis informacijos saugojimas ir kt.
Įrašo laikas: 2024 m. balandžio 17 d.











