



Principas, tipai ir taikymaslazerinis valymastechnologijos
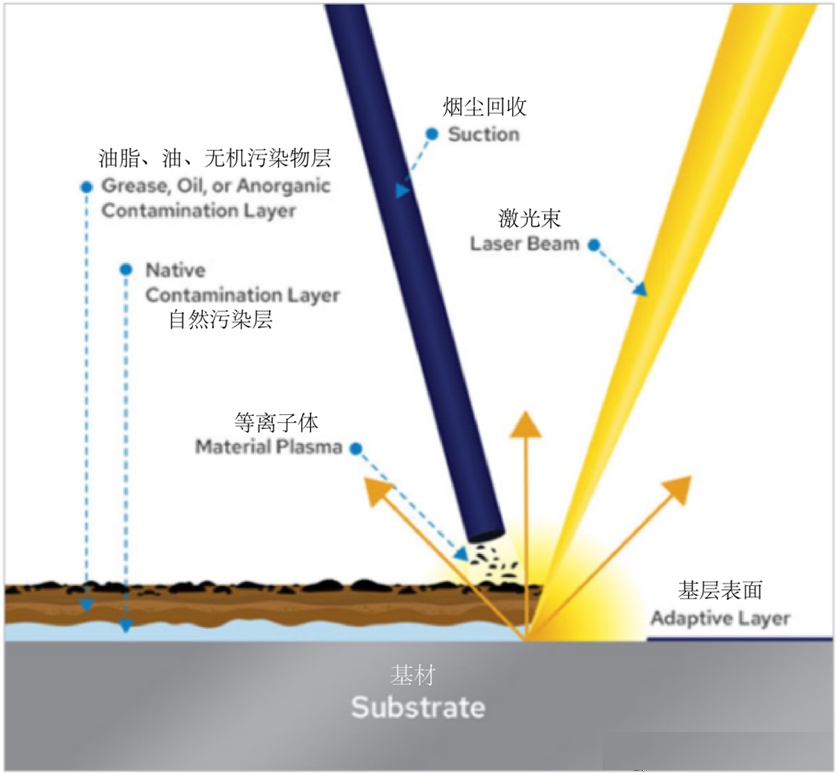
Lazerinio valymo technologija yra sėkmingas lazerinės technologijos pritaikymas inžinerijos srityje. Pagrindinis jos principas yra panaudoti didelį lazerio energijos tankį sąveikai su prie ruošinio pagrindo prilipusiais teršalais, dėl ko jie atsiskiria nuo pagrindo momentinio šiluminio plėtimosi, lydymosi ir dujų garavimo būdu. Lazerinio valymo technologijai būdingas didelis efektyvumas, ekologiškumas ir energijos taupymas. Ji sėkmingai taikoma tokiose srityse kaip padangų pelėsių valymas, orlaivių kėbulų dažų šalinimas ir kultūrinių relikvijų restauravimas.
Tradicinės valymo technologijos apimamechaninis trinties valymas(smėliapūtės valymas, valymas aukšto slėgio vandens srove ir kt.), cheminis valymas nuo korozijos, ultragarsinis valymas, valymas nuo sauso ledo ir kt. Šios valymo technologijos buvo plačiai naudojamos įvairiose pramonės šakose. Pavyzdžiui, valymas nuo korozijos gali pašalinti metalo rūdžių dėmes, metalo paviršiaus šerpetojančius paviršius ir trijų sluoksnių laką nuo spausdintinių plokščių, pasirinkus skirtingo kietumo abrazyvus. Cheminio korozijos valymo technologija plačiai naudojama valant alyvos dėmes nuo įrangos paviršių, apnašas katiluose ir naftotiekio vamzdynuose. Nors šios valymo technologijos yra gerai išvystytos, jos vis dar turi tam tikrų problemų. Pavyzdžiui, valymas nuo korozijos gali lengvai pažeisti apdorojamą paviršių, o cheminis korozijos valymas, jei netinkamai naudojamas, gali užteršti aplinką ir koroziją valomame paviršiuje. Lazerinio valymo technologijos atsiradimas yra valymo technologijų revoliucija. Ji pasinaudoja dideliu energijos tankiu, dideliu tikslumu ir efektyviu lazerio energijos perdavimu ir turi akivaizdžių pranašumų, palyginti su tradicinėmis valymo technologijomis, valymo efektyvumo, valymo tikslumo ir valymo vietos atžvilgiu. Ji gali veiksmingai išvengti aplinkos taršos, kurią sukelia cheminis korozijos valymas ir kitos valymo technologijos, ir nepažeis pagrindo.
Taigi, kas yra lazerinis valymas? Lazerinis valymas yra procesas, kurio metu lazerio spinduliuote nuo kietos medžiagos (o kartais ir skysčio) paviršiaus pašalinama medžiaga. Esant mažam lazerio srautui, medžiaga kaitinama sugeriamos lazerio energijos ir išgaruoja arba sublimuojasi. Esant dideliam lazerio srautui, medžiaga paprastai virsta plazma. Paprastai lazerinis valymas reiškia medžiagos šalinimą impulsiniais lazeriais, tačiau jei lazerio intensyvumas yra pakankamai didelis, medžiagai pašalinti gali būti naudojamas nuolatinės bangos lazerio spindulys. Optinei abliacijai daugiausia naudojamas giliosios ultravioletinės šviesos eksimerinis lazeris. Optinei abliacijai naudojamas lazerio bangos ilgis yra maždaug 200 nm. Lazerio energijos sugerties gylis ir vienu lazerio impulsu pašalinamos medžiagos kiekis priklauso nuo medžiagos optinių savybių, taip pat nuo lazerio bangos ilgio ir impulso ilgio. Bendra kiekvieno lazerio impulso nuo taikinio abliuota masė paprastai vadinama abliacijos greičiu. Lazerio spindulio skenavimo greitis, skenavimo linijos aprėptis ir kt. daro didelę įtaką abliacijos procesui.
Lazerinio valymo technologijų tipai
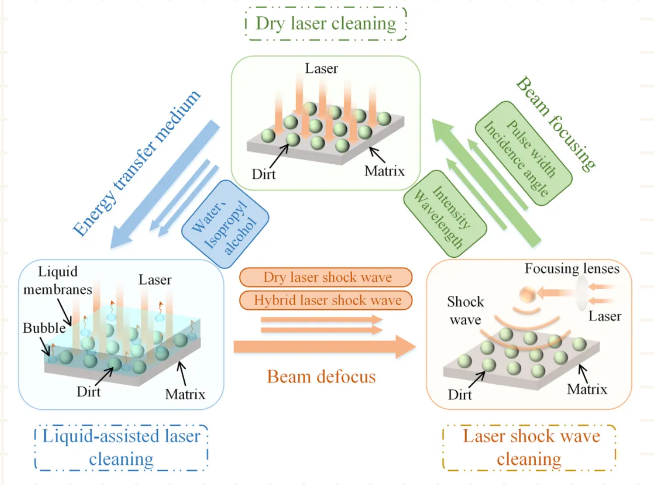
1) Lazerinis sausas valymas: Sausas lazerinis valymas – tai tiesioginis valomo ruošinio apšvitinimas impulsiniu lazeriu, dėl kurio pagrindo arba paviršiaus teršalai sugeria energiją ir padidina temperatūrą, dėl ko pagrindas šiluminiu būdu plečiasi arba vibruoja, taip atskirdamas abu. Šį metodą galima grubiai suskirstyti į dvi situacijas: viena, kai paviršiaus teršalai sugeria lazerio energiją ir plečiasi; kita, kai pagrindas sugeria lazerio energiją ir sukuria šiluminę vibraciją. 1969 m. SM Bedair ir kt. atrado, kad įvairūs paviršiaus apdorojimo metodai, tokie kaip terminis apdorojimas, cheminė korozija ir smėliasrove valymas, turi skirtingus trūkumus. Tuo pačiu metu didelis energijos tankis po lazerinio fokusavimo gali sudaryti sąlygas medžiagos paviršiaus garavimui, o tai leidžia neardomuoju būdu valyti medžiagos paviršių. Eksperimentų metu nustatyta, kad naudojant rubino Q jungiklio lazerį, kurio galios tankis yra 30 MW/cm2, galima nuvalyti silicio medžiagos paviršiaus teršalus nepažeidžiant pagrindo, ir pirmą kartą buvo realizuotas lazerinis sausas medžiagos paviršiaus teršalų valymas. Bendrą greitį galima išreikšti plėvelės sluoksnio fragmentų atsiskyrimo greičiu taip:
Formulėje ε reiškia lazerio impulso energijos indeksą, h – teršalo plėvelės sluoksnio storio indeksą, o E – plėvelės sluoksnio tamprumo modulio indeksą.
2) Lazerinis šlapias valymas: Prieš apdorojant valomą ruošinį impulsiniu lazeriu, ant jo uždedama paviršiaus padengimo skysčio plėvelė. Veikiant lazeriui, skysčio plėvelės temperatūra greitai pakyla ir ji išgaruoja. Garavimo metu susidaro smūginė banga, kuri veikia teršalų daleles ir priverčia jas atsiskirti nuo pagrindo. Šis metodas reikalauja, kad pagrindas ir skysčio plėvelė nereaguotų tarpusavyje, todėl apribojamas pritaikomų medžiagų pasirinkimas. 1991 m. K. Imen ir kt. nagrinėjo likusių submikroninių dalelių teršalų problemą ant puslaidininkinių plokštelių ir metalinių medžiagų paviršių po tradicinių valymo metodų panaudojimo ir tyrė plėvelės, galinčios efektyviai sugerti lazerio energiją, padengimą ant medžiagos pagrindo paviršiaus. Vėliau, naudojant CO2 lazerį, plėvelė sugeria lazerio energiją, greitai įkaista ir užvirsta, sukeldama sprogstamąjį garavimą, kuris pašalina teršalus nuo pagrindo paviršiaus. Šis valymo metodas vadinamas lazeriniu šlapiu valymu.
3) Lazerinės plazmos smūginės bangos valymas: lazerinės plazmos smūginės bangos susidaro, kai lazeris apšvitina oro terpę ir sukelia sferinę plazmos smūginę bangą. Smūginė banga veikia valomo ruošinio paviršių ir išskiria energiją teršalams pašalinti. Lazeris neveikia pagrindo, todėl jo nepažeidžia. Lazerinės plazmos smūginės bangos valymo technologija dabar gali išvalyti daleles, kurių skersmuo siekia kelias dešimtis nanometrų, o lazerio bangos ilgiui nėra jokių apribojimų. Fizikinį plazminio valymo principą galima apibendrinti taip: a) Lazerio skleidžiamą lazerio spindulį sugeria apdorojamo paviršiaus užterštumo sluoksnis. b) Dėl didelio sugerties kiekio susidaro greitai besiplečianti plazma (labai jonizuotos nestabilios dujos) ir susidaro smūginė banga. c) Smūginė banga suskaido teršalus ir juos pašalina. d) Šviesos impulso plotis turi būti pakankamai trumpas, kad būtų išvengta terminio kaupimosi, kuris galėtų pažeisti apdorojamą paviršių. e) Eksperimentai parodė, kad kai ant metalo paviršiaus yra oksidų, ant metalo paviršiaus susidaro plazma. Plazma susidaro tik tada, kai energijos tankis viršija ribą, kuri priklauso nuo pašalinto užterštumo sluoksnio arba oksido sluoksnio. Šis ribinis efektas yra labai svarbus efektyviam valymui, kartu užtikrinant substrato medžiagos saugumą. Plazmos išvaizda taip pat turi antrą ribą. Jei energijos tankis viršija šią ribą, substrato medžiaga bus pažeista. Norint atlikti efektyvų valymą, kartu užtikrinant substrato medžiagos saugumą, lazerio parametrus reikia koreguoti pagal situaciją, siekiant užtikrinti, kad šviesos impulso energijos tankis būtų griežtai tarp dviejų ribinių verčių. 2001 m. J. M. Lee ir kt. pasinaudojo savybe, kad didelio galingumo lazeriai fokusuodami sukuria plazmos smūgines bangas, ir panaudojo impulsinį lazerį, kurio energijos tankis yra 2,0 J/cm2 (daug didesnis nei silicio plokštelių pažeidimo riba), kad apšvitintų lygiagrečiai silicio plokštelei, sėkmingai išvalydami 1 μm volframo daleles, adsorbuotas ant silicio plokštelės paviršiaus. Šis valymo metodas vadinamas lazeriniu plazmos smūginių bangų valymu, o griežtai kalbant, lazerinis plazmos smūginių bangų valymas yra sauso lazerinio valymo rūšis. Šių trijų lazerinio valymo technologijų pirminis tikslas buvo nuvalyti smulkias daleles nuo puslaidininkinių plokštelių paviršiaus. Galima teigti, kad lazerinio valymo technologija atsirado kartu su puslaidininkių technologijos plėtra. Tačiau lazerinio valymo technologija buvo nuolat taikoma ir kitose srityse, tokiose kaip padangų pelėsių valymas, orlaivių paviršiaus dažų šalinimas ir artefaktų paviršiaus restauravimas. Veikiant lazerio spinduliuotei, ant pagrindo paviršiaus gali būti pūstos inertinės dujos. Kai teršalai nulupami nuo paviršiaus, dujos juos iš karto nupūs, kad būtų išvengta pakartotinio paviršiaus užteršimo ir oksidacijos.
Thelazerinio valymo technologijos taikymas
1) Puslaidininkių srityje puslaidininkinių plokštelių ir optinių pagrindų valymas apima tą patį procesą, t. y. žaliavų apdorojimą iki reikiamų formų pjaustant, šlifuojant ir kt. Šio proceso metu į paviršių patenka kietųjų dalelių teršalai, kuriuos sunku pašalinti ir kurie gali sukelti rimtų pakartotinių užteršimo problemų. Puslaidininkinių plokštelių paviršiuje esantys teršalai gali turėti įtakos spausdintų plokščių kokybei ir taip sutrumpinti puslaidininkinių lustų tarnavimo laiką. Optinių pagrindų paviršiuje esantys teršalai gali turėti įtakos optinių įtaisų ir dangų kokybei ir gali sukelti netolygų energijos pasiskirstymą, taip sutrumpinant tarnavimo laiką. Kadangi lazerinis sausas valymas yra linkęs pažeisti pagrindo paviršių, šis valymo metodas puslaidininkinių plokštelių ir optinių pagrindų valymui naudojamas rečiau. Šioje srityje sėkmingiau taikomas lazerinis šlapias valymas ir lazerinis plazminis smūginių bangų valymas. Xu Chuanyi ir kt. tyrė mikromasto specialių magnetinių dažų nusodinimą ant itin lygių optinių pagrindų paviršiaus kaip dielektrinės plėvelės, o vėliau valymui naudojo impulsinį lazerį. Valymo efektas buvo geras, nors priemaišų dalelių skaičius ploto vienete padidėjo, priemaišų dalelių dydis ir padengimo plotas žymiai sumažėjo. Šis metodas gali efektyviai išvalyti mikromasto priemaišų daleles nuo itin lygių optinių pagrindų paviršiaus. Zhang Ping tyrė darbinio atstumo ir lazerio energijos įtaką skirtingo dydžio dalelių teršalų valymo efektui lazerinės plazmos valymo technologijoje. Eksperimentiniai rezultatai parodė, kad polistireno dalelėms ant laidžių stiklo pagrindų optimalus 240 mJ energijos darbinis atstumas buvo 1,90 mm. Didėjant lazerio energijai, valymo efektas žymiai pagerėjo, o dideles dalelių teršalų daleles buvo lengviau valyti.
2) Metalinių medžiagų srityje metalinių medžiagų paviršių valymas skiriasi nuo puslaidininkinių plokštelių ir optinių pagrindų valymo. Valomi teršalai priklauso makroskopinei kategorijai. Metalinių medžiagų paviršiaus teršalai daugiausia apima oksido sluoksnį (rūdžių sluoksnį), dažų sluoksnį, dangą ir kitus priedus, kuriuos galima suskirstyti į organinius teršalus (pvz., dažų sluoksnį, dangą) ir neorganinius teršalus (pvz., rūdžių sluoksnį). Metalinių medžiagų paviršiaus teršalų valymas daugiausia skirtas vėlesnio apdorojimo ar naudojimo reikalavimams patenkinti, pavyzdžiui, prieš suvirinimą pašalinti apie 10 μm oksido sluoksnį nuo titano lydinio dalių paviršiaus, pašalinti originalią dažų dangą nuo paviršiaus atliekant kapitalinį orlaivio remontą, kad būtų lengviau pakartotinai dažyti, ir reguliariai valyti prie guminių padangų formos pritvirtintas gumos daleles, kad būtų užtikrintas paviršiaus švarumas ir formos kokybė bei tarnavimo laikas. Metalinių medžiagų pažeidimo riba yra didesnė nei jų paviršiaus teršalų lazerinio valymo riba. Pasirinkus tinkamos galios lazerį, galima pasiekti geresnį valymo efektą. Ši technologija jau seniai taikoma kai kuriose srityse. Wang Lihua ir kt. tyrė lazerinio valymo technologijos taikymą apdorojant oksido apvalkalus ant aliuminio lydinių ir titano lydinių paviršių. Tyrimo rezultatai parodė, kad naudojant lazerį, kurio energijos tankis yra 5,1 J/cm2, galima išvalyti oksido sluoksnį ant A5083-111H aliuminio lydinio paviršiaus, išlaikant gerą pagrindo kokybę, o naudojant impulsinį lazerį, kurio vidutinė galia yra 100 W, skenavimo būdu galima efektyviai išvalyti oksido sluoksnį ant titano lydinių paviršiaus ir pagerinti medžiagos paviršiaus kietumą. Vietinės įmonės, tokios kaip „Ruike Laser“, „Daqu Laser“ ir „Shenzhen Chuangxin“, sukūrė lazerinio valymo įrangą, kuri plačiai naudojama guminių formų, tokių kaip padangos, metalo rūdžių sluoksniai ir alyvos dėmės ant komponentų paviršiaus, valymui.
3) Kultūros relikvijų srityje būtina valyti metalinius ir akmeninius relikvijas bei popierinius paviršius, kad būtų pašalinti teršalai, tokie kaip nešvarumai ir rašalo dėmės, kurios atsiranda ant jų paviršių dėl ilgos jų istorijos. Šiuos teršalus reikia pašalinti norint atkurti relikvijas. Netinkamai laikant tokius popierinius kūrinius kaip kaligrafija ir paveikslai, ant jų paviršių auga pelėsis ir susidaro dėmės. Šios dėmės smarkiai paveikia pirminę popieriaus išvaizdą, ypač popieriaus, turinčio didelę kultūrinę ar istorinę vertę, o tai turi įtakos jo vertinimui ir apsaugai. Zhao Ying ir kt. tyrė ultravioletinio lazerio naudojimo pelėsio dėmėms nuo popierinių ritinių valyti galimybes. Eksperimentiniai rezultatai parodė, kad nuskenavus vieną kartą lazeriu, kurio energijos tankis yra 3,2 J/mm2, galima pašalinti plonas dėmes, o nuskenavus du kartus – visiškai pašalinti dėmes. Tačiau jei naudojama lazerio energija yra per didelė, šalinant dėmes, popierinis ritinys bus pažeistas. Zhang Xiaotong ir kt. sėkmingai restauravo paauksuotą bronzinę relikviją, naudodami lazerinio vertikaliojo spinduliavimo skystos plėvelės metodą. Zhang Licheng ir kt. panaudojo lazerinio valymo technologiją restauruodami Han dinastijos dažytą moterišką keramikos figūrėlę. Yuan Xiaodong ir kt. tyrė lazerinio valymo technologijos poveikį valant akmens relikvijas ir palygino smiltainio kūno pažeidimus prieš ir po valymo, taip pat rašalo dėmių, dūmų taršos ir dažų taršos valymo poveikį.
Išvada: Lazerinio valymo technologija yra gana pažangi technika, turinti plačias tyrimų ir taikymo perspektyvas didelio tikslumo srityse, tokiose kaip aviacija ir kosmoso pramonė, karinė įranga, elektronikos ir elektrotechnikos inžinerija. Šiuo metu lazerinio valymo technologija sėkmingai taikoma kai kuriose srityse dėl savo efektyvaus, ekologiško ir puikaus valymo našumo. Jos taikymo sritys palaipsniui plečiasi. Lazerinio valymo technologijos plėtra ne tik brandžiai taikoma tokiose srityse kaip dažų šalinimas ir rūdžių šalinimas, bet ir pastaraisiais metais buvo pranešimų apie lazerio naudojimą oksido sluoksniui ant metalinių laidų valyti. Esamų taikymo sričių plėtra ir naujų sričių kūrimas yra lazerinio valymo technologijos plėtros pagrindas. Naujos lazerinio valymo įrangos tyrimai ir kūrimas bei naujos lazerinio valymo įrangos kūrimas parodys diferenciaciją, dėl kurios atsiras įvairių funkcijų. Ateityje taip pat įmanoma pasiekti visiškai automatinį lazerinį valymą bendradarbiaujant su pramoniniais robotais. Lazerinio valymo technologijos plėtros tendencijos yra tokios:
(1) Lazerinio valymo teorijos tyrimų stiprinimas, siekiant padėti taikyti lazerinio valymo technologiją. Peržiūrėjus daugybę dokumentų, nustatyta, kad nėra brandžios teorinės sistemos, pagrindžiančios lazerinio valymo technologiją, o dauguma tyrimų pagrįsti eksperimentais. Lazerinio valymo teorinės sistemos sukūrimas yra tolesnio lazerinio valymo technologijos tobulinimo ir brandos pagrindas.
(2) Esamų taikymo sričių išplėtimas ir naujų taikymo sričių atsiradimas. Lazerinio valymo technologija sėkmingai taikoma tokiose srityse kaip dažų šalinimas ir rūdžių šalinimas, o pastaraisiais metais buvo pranešimų apie lazerio naudojimą metalinių laidų oksido sluoksnio valymui. Esamų taikymo sričių išplėtimas ir naujų sričių kūrimas yra derlinga dirva lazerinio valymo technologijos plėtrai.
(3) Naujos lazerinio valymo įrangos tyrimai ir kūrimas. Naujos lazerinio valymo įrangos kūrimas pasižymės diferenciacija. Vieno tipo įranga yra tam tikru universalumu pasižyminti įranga, apimanti kelias taikymo sritis, pavyzdžiui, vienas įrenginys gali vienu metu atlikti dažų šalinimo ir rūdžių šalinimo funkcijas. Kitas tipas yra specializuota įranga, skirta konkretiems poreikiams, pavyzdžiui, projektuojant specialius įrenginius ar optinius pluoštus, kad būtų galima valyti teršalus mažose erdvėse. Bendradarbiaujant su pramoniniais robotais, visiškai automatinis lazerinis valymas taip pat yra populiari taikymo kryptis.
Įrašo laikas: 2025 m. liepos 17 d.











