



Pastaraisiais metais lazerinis valymas tapo viena iš pramoninės gamybos srities tyrimų sričių, apimančių procesą, teoriją, įrangą ir taikymą. Pramoninėse srityse lazerinio valymo technologija leido patikimai išvalyti daugybę skirtingų pagrindų paviršių, valant objektus, įskaitant plieną, aliuminį, titaną, stiklą ir kompozicines medžiagas ir kt., o taikymo pramonės šakos apima kosmoso, aviacijos, laivybos, greitųjų geležinkelių, automobilių, liejimo, branduolinės energetikos, jūrų ir kitas sritis.
Lazerinio valymo technologija, atsiradusi septintajame dešimtmetyje, pasižymi geru valymo efektu, plačiu pritaikymo spektru, dideliu tikslumu, bekontakčiu veikimu ir prieinamumu. Pramoninėje gamyboje, gamybos ir priežiūros bei kitose srityse ji turi platų pritaikymo spektrą ir, tikimasi, iš dalies arba visiškai pakeis tradicinius valymo metodus bei taps perspektyviausia ekologiška valymo technologija XXI amžiuje.




Lazerinio valymo metodas
Lazerinio valymo procesas yra labai sudėtingas, apimantis įvairius medžiagų šalinimo mechanizmus. Lazerinio valymo metodo atveju valymo procese gali egzistuoti įvairūs mechanizmai, daugiausia susiję su lazerio ir medžiagos sąveika, įskaitant medžiagos paviršiaus abliaciją, skaidymą, jonizaciją, degradaciją, lydymą, degimą, garinimą, vibraciją, dulkinimąsi, plėtimąsi, susitraukimą, sprogimą, lupimąsi, skilimą ir kitus fizikinius bei cheminius pokyčius.
Šiuo metu tipiški lazerinio valymo metodai yra trys: lazerinis valymas abliacija, skystos plėvelės lazerinis valymas ir lazerinio smūginės bangos valymas.
Lazerinio abliacijos valymo metodas
Pagrindiniai metodologiniai mechanizmai yra šiluminis plėtimasis, garinimas, abliacija ir fazinis sprogimas. Lazeris veikia tiesiogiai medžiagą, kurią reikia pašalinti nuo pagrindo paviršiaus, o aplinkos sąlygos gali būti oras, retos dujos arba vakuumas. Veikimo sąlygos yra paprastos ir dažniausiai naudojamos įvairioms dangoms, dažams, dalelėms ar nešvarumams pašalinti. Žemiau pateiktoje diagramoje parodyta lazerinės abliacijos valymo metodo proceso schema.
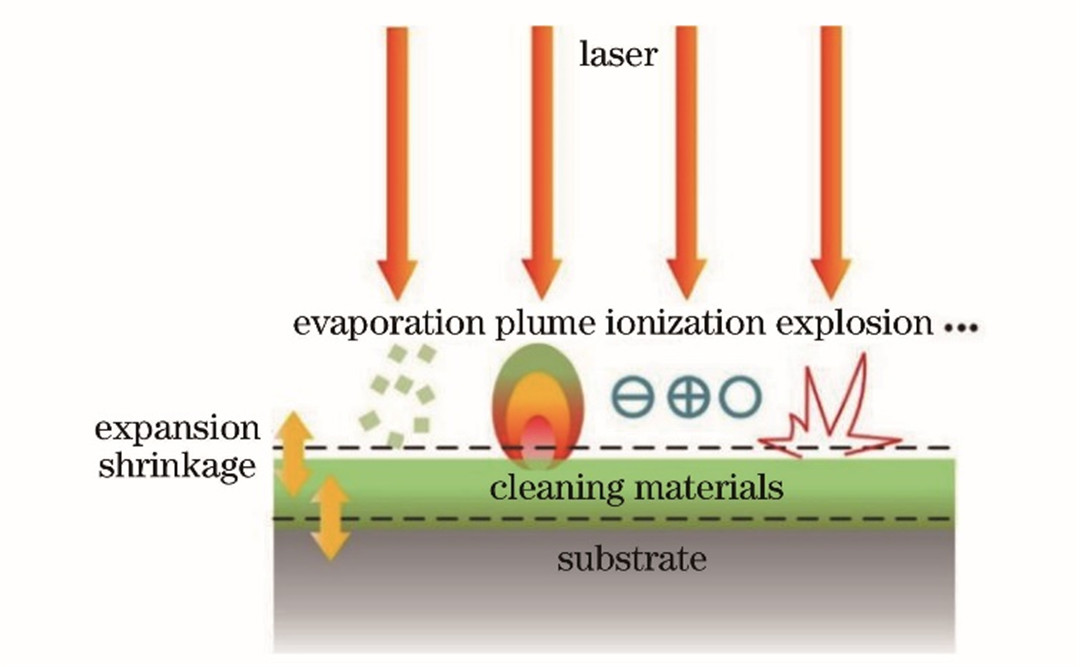
Kai lazerio spinduliuotė veikia medžiagos paviršių, substratas ir valymo medžiaga pirmiausia patiria terminį plėtimąsi. Didėjant lazerio sąveikos su valymo medžiaga laikui, jei temperatūra yra žemesnė už valymo medžiagos kavitacijos slenkstį, valymo medžiagoje vyksta tik fiziniai pokyčiai. Skirtumas tarp valymo medžiagos ir substrato terminio plėtimosi koeficiento sukelia slėgį sąsajoje, valymo medžiaga deformuojasi, plyšta nuo substrato paviršiaus, įtrūksta, mechaniškai lūžta, vibruoja ir kt. Valymo medžiaga pašalinama srovės spinduliu arba nuimama nuo substrato paviršiaus.
Jei temperatūra yra aukštesnė už valymo medžiagos dujofikacijos slenksčio temperatūrą, bus dvi situacijos: 1) valymo medžiagos abliacijos slenkstis yra mažesnis už substrato; 2) valymo medžiagos abliacijos slenkstis yra didesnis už substrato.
Šie du valymo medžiagų atvejai yra lydymasis, kavitacija ir abliacija bei kiti fizikocheminiai pokyčiai. Valymo mechanizmas yra sudėtingesnis, be terminio poveikio, tačiau taip pat gali apimti valymo medžiagų ir substratų molekulinių ryšių nutrūkimą, valymo medžiagų skaidymąsi ar degradaciją, fazinį sprogimą, valymo medžiagų dujofikaciją, momentinę jonizaciją ir plazmos susidarymą.
(1)Skystos plėvelės lazerinis valymas
Metodo mechanizmas daugiausia pagrįstas skysčio plėvelės virimo garinimu ir vibracija ir kt. Naudojant tinkamą lazerio bangos ilgį, kad būtų kompensuotas smūgio slėgio trūkumas lazerinės abliacijos valymo procese, galima pašalinti kai kuriuos sunkiau pašalinamus valomus objektus.
Kaip parodyta paveikslėlyje žemiau, valomo objekto paviršius padengiamas skysčio plėvele (vandeniu, etanoliu ar kitu skysčiu), o po to lazeriu apšvitinamas. Skystoji plėvelė sugeria lazerio energiją, todėl skystoji terpė stipriai sprogsta, verdantis skystis sprogsta dideliu greičiu, energija perduodama valomosioms medžiagoms, o didelė trumpalaikė sprogimo jėga yra pakankama paviršiaus nešvarumams pašalinti ir valymo tikslams pasiekti.
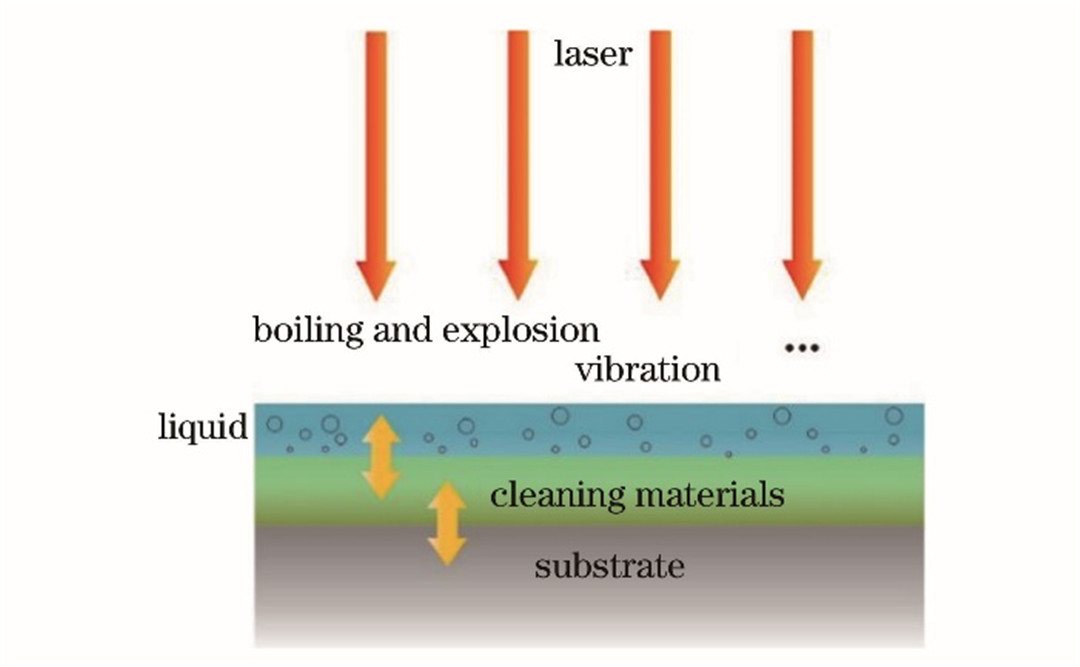
Skystos plėvelės lazerinio valymo metodas turi du trūkumus.
Sudėtingas procesas ir sunku jį kontroliuoti.
Dėl skystos plėvelės naudojimo, po valymo substrato paviršiaus cheminė sudėtis lengvai keičiasi ir susidaro naujos medžiagos.
(1)Lazerinio smūginės bangos tipo valymo metodas
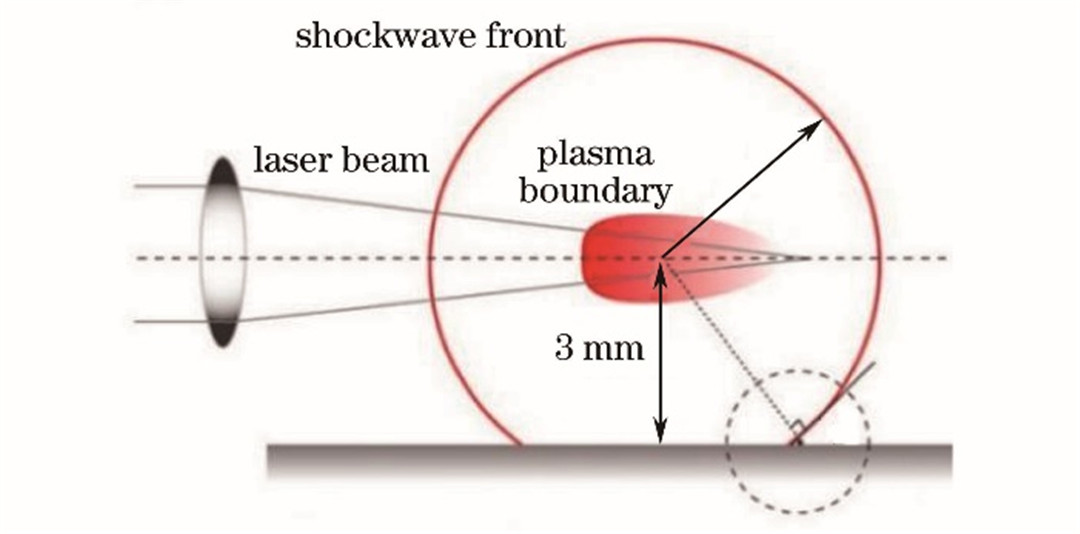
Proceso metodas ir mechanizmas labai skiriasi nuo pirmųjų dviejų, mechanizmas daugiausia skirtas smūginės bangos jėgos šalinimui, valomiems objektams daugiausia naudojamos dalelės, daugiausia skirtos dalelių (submikronų arba nanoskalės) šalinimui. Proceso reikalavimai yra labai griežti, siekiant užtikrinti oro jonizavimo galimybę, taip pat išlaikyti tinkamą atstumą tarp lazerio ir pagrindo, kad smūgio jėga dalelėms būtų pakankamai didelė.
Žemiau pateiktoje lazerinės smūginės bangos valymo proceso schemoje lazeris nukreipiamas lygiagrečiai pagrindo paviršiaus šūvio krypčiai, kad pagrindas nesiliestų su juo. Perkelkite ruošinį arba lazerio galvutę, kad sureguliuotumėte lazerio fokusą į dalelę, esančią šalia lazerio išėjimo spindulio. Atsiras oro jonizacijos reiškinys, dėl kurio susidarys smūginės bangos. Smūginės bangos greitai išsiplės, sferiškai išsiplės ir liesis su dalelėmis. Kai smūginės bangos skersinės dedamosios momentas dalelėje yra didesnis nei išilginės dedamosios momentas ir dalelių sukibimo jėga, dalelė bus pašalinta ridenant.
Lazerinio valymo technologija
Lazerinio valymo mechanizmas daugiausia pagrįstas objekto paviršiaus valymu po lazerio energijos absorbcijos, garinimo ir lakiųjų medžiagų išsiskyrimo arba momentinio šiluminio plėtimosi, siekiant įveikti dalelių adsorbciją paviršiuje, kad objektas būtų pašalintas nuo paviršiaus ir būtų pasiektas valymo tikslas.
Apytiksliai apibendrinant: 1. lazerinis garų skaidymas, 2. lazerinis šalinimas, 3. nešvarumų dalelių šiluminis plėtimasis, 4. pagrindo paviršiaus vibracija ir dalelių vibracija (keturi aspektai)



Palyginti su tradiciniu valymo procesu, lazerinio valymo technologija turi šias savybes.
1. Tai „sausas“ valymas, nenaudojamas joks valymo tirpalas ar kiti cheminiai tirpalai, o švara yra daug didesnė nei cheminio valymo proceso.
2. Nešvarumų šalinimo apimtis ir taikomų substratų diapazonas yra labai platus, ir
3. Reguliuojant lazerio proceso parametrus, negalima pažeisti pagrindo paviršiaus, nes efektyviai pašalinami teršalai, todėl paviršius išlieka kaip naujas.
4. Lazerinis valymas gali būti lengvai automatizuotas.
5. Lazerinio dekontaminavimo įranga gali būti naudojama ilgą laiką, mažos eksploatavimo išlaidos.
6. Lazerinio valymo technologija yra: ekologiška: valymo procesas, pašalinamos atliekos yra kieti milteliai, mažo dydžio, lengvai sandėliuojamos, iš esmės neteršia aplinkos.




Devintajame dešimtmetyje sparčiai vystantis puslaidininkių pramonei, silicio plokštelių kaukės paviršiaus užteršimo dalelėmis valymo technologijai buvo keliami aukštesni reikalavimai. Svarbiausia buvo įveikti mikrodalelių ir substrato užterštumą dėl didelės adsorbcijos jėgos. Tradiciniai cheminio valymo, mechaninio valymo ir ultragarsinio valymo metodai negalėjo patenkinti poreikio, o lazerinis valymas gali išspręsti tokias taršos problemas. Sparčiai plėtojami susiję tyrimai ir taikymas.
1987 m. pasirodė pirmoji lazerinio valymo patento paraiška. Dešimtajame dešimtmetyje Zapka sėkmingai pritaikė lazerinio valymo technologiją puslaidininkių gamybos procese, kad pašalintų mikrodaleles nuo kaukės paviršiaus, ir taip pradėjo ankstyvą lazerinio valymo technologijos taikymą pramonės srityje. 1995 m. tyrėjai, naudodami 2 kW TEA-CO2 lazerį, sėkmingai nuvalė orlaivio fiuzeliažo dažus.
Įžengus į XXI amžių, sparčiai tobulėjant itin trumpų impulsų lazeriams, vietiniai ir užsienio tyrimai bei lazerinio valymo technologijų taikymas palaipsniui didėjo, daugiausia dėmesio skiriant metalinių medžiagų paviršiams. Tipinės užsienio taikymo sritys yra orlaivių fiuzeliažo dažų šalinimas, formų paviršiaus riebalų šalinimas, variklio vidinės anglies šalinimas ir siūlių paviršiaus valymas prieš suvirinimą. JAV Edisono suvirinimo institutas FG16 karo lėktuvą lazeriu valė, kai lazerio galia buvo 1 kW, o valymo tūris – 2,36 cm3 per minutę.
Verta paminėti, kad lazerinio dažų šalinimo nuo pažangių kompozicinių detalių tyrimai ir taikymas taip pat yra svarbi tema. JAV karinio jūrų laivyno HG53 ir HG56 sraigtasparnių propelerių mentės bei F16 naikintuvų plokščia uodega ir kiti kompoziciniai paviršiai jau buvo pritaikyti lazeriniam dažų šalinimui, o Kinijos kompozicinių medžiagų naudojimas orlaiviuose vėluoja, todėl tokie tyrimai iš esmės yra bevaisiai.
Be to, viena iš dabartinių tyrimų sričių yra lazerinio valymo technologijos naudojimas CFRP kompozito paviršiaus apdorojimui prieš klijavimą, siekiant pagerinti jungties stiprumą. Lazerinio valymo įmonės pritaikymas „Audi TT“ automobilių gamybos linijai, siekiant tiekti šviesolaidinio lazerinio valymo įrangą lengvo aliuminio lydinio durų rėmo oksido plėvelės paviršiui valyti. „Rolls G Royce UK“ lazerinį valymą naudojo oksido plėvelei nuo titano aviacinių variklių komponentų paviršiaus valyti.



Per pastaruosius dvejus metus lazerinio valymo technologija sparčiai vystėsi, nesvarbu, ar tai būtų lazerinio valymo proceso parametrai ir valymo mechanizmas, valymo objektų tyrimai, ar tyrimų taikymas, padaryta didelė pažanga. Po daugybės teorinių tyrimų lazerinio valymo technologijos tyrimai nuolat nukreipti į tyrimų taikymą ir daug žadančių rezultatų taikymą. Ateityje lazerinio valymo technologija kultūros relikvijų ir meno kūrinių apsaugai bus plačiau naudojama, o jos rinka yra labai plati. Tobulėjant mokslui ir technologijoms, lazerinio valymo technologijos taikymas pramonėje tampa realybe, o taikymo sritis tampa vis platesnė.



„Maven“ lazerių automatizavimo įmonė 14 metų specializuojasi lazerių pramonėje. Mes specializuojamės lazeriniame žymėjime. Turime lazerinio valymo mašinas korpusams, lazerinio valymo mašinas vežimėliams, lazerinio valymo mašinas kuprinėms ir trijų funkcijų lazerinio valymo mašinas. Be to, taip pat turime lazerinio suvirinimo aparatą, lazerinio pjovimo aparatą ir lazerinio žymėjimo graviravimo aparatą. Jei jus domina mūsų mašina, galite sekti mus ir susisiekti su mumis.

Įrašo laikas: 2022 m. lapkričio 14 d.











