



Kaip efektyvus ir ekologiškas valymo būdas,lazerinio valymo technologijapalaipsniui keičia tradicinius cheminio valymo ir mechaninio valymo metodus. Šaliai vis griežtėjant aplinkos apsaugos reikalavimams ir nuolat siekiant valymo kokybės bei efektyvumo pramoninės gamybos srityje, lazerinio valymo technologijų paklausa rinkoje sparčiai auga. Kinija, kaip pagrindinė gamybos šalis, turi didžiulę pramonės bazę, kuri suteikia daug erdvės plačiam lazerinio valymo technologijų taikymui. Lazerinio valymo technologija buvo plačiai naudojama aviacijos ir kosmoso, geležinkelių transporto, automobilių gamybos, liejimo formų gamybos ir kitose pramonės šakose ir palaipsniui plečiasi į kitas pramonės šakas.

Ruošinių paviršiaus valymo technologija plačiai naudojama daugelyje sričių. Tradiciniai valymo metodai dažnai yra kontaktinis valymas, kurio metu valomo objekto paviršius veikiamas mechanine jėga, pažeidžiant objekto paviršių arba valymo terpė prilimpa prie valomo objekto paviršiaus ir negali būti pašalinta, sukeldama antrinę taršą. Šiomis dienomis šalis pasisako už ekologiškų ir aplinkai nekenksmingų besiformuojančių pramonės šakų plėtrą, o lazerinis valymas yra geriausias pasirinkimas. Neabrazyvinis ir nekontaktinis lazerinio valymo pobūdis išsprendžia šias problemas. Lazerinio valymo įranga tinka įvairių medžiagų objektams valyti ir laikoma patikimiausiu bei efektyviausiu valymo metodu.
Lazerinis valymasprincipas
Lazerinis valymas – tai didelio energijos tankio lazerio spindulio apšvitinimas valomoje objekto dalyje, kad lazerio spindulį sugertų užteršto sluoksnio ir pagrindo paviršius. Tokiais procesais kaip šviesos šalinimas ir garinimas įveikiamas teršalų ir pagrindo sukibimas, todėl teršalai pašalinami nuo objekto paviršiaus ir pasiekiamas valymo tikslas nepažeidžiant paties objekto.
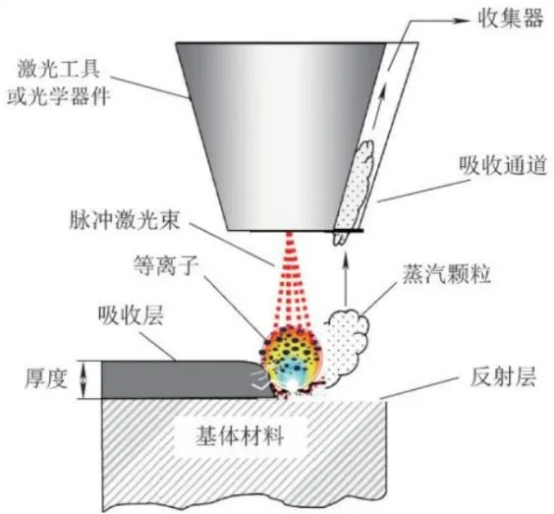
1 pav.: Lazerinio valymo schema.
Lazerinio valymo srityje skaiduliniai lazeriai tapo nugalėtojais tarp lazerinio valymo šviesos šaltinių dėl itin didelio fotoelektrinio konversijos efektyvumo, puikios spindulio kokybės, stabilaus veikimo ir tvaraus vystymosi. Skaiduliniai lazeriai yra dviejų tipų: impulsiniai skaiduliniai lazeriai ir ištisinio veikimo skaiduliniai lazeriai, kurie užima lyderio pozicijas rinkoje atitinkamai makromedžiagų apdirbimo ir tikslaus medžiagų apdirbimo srityse.

2 pav.: Impulsinio pluošto lazerio konstrukcija.
Impulsinio pluošto lazerio ir nuolatinio pluošto lazerio valymo taikymo palyginimas
Naujuose lazerinio valymo pritaikymuose daugelis žmonių gali šiek tiek pasimesti, susidūrę su impulsiniais ir nuolatiniais lazeriais rinkoje: ar jie turėtų rinktis impulsinius šviesolaidinius lazerius, ar nuolatinius šviesolaidinius lazerius? Žemiau pateikiami dviejų skirtingų tipų lazeriai, naudojami dažų šalinimo eksperimentams nuo dviejų medžiagų paviršių atlikti, o optimalūs lazerinio valymo parametrai ir optimizuoti valymo efektai naudojami palyginimui.
Mikroskopiniu stebėjimu nustatyta, kad lakštinis metalas po apdorojimo didelio galingumo nepertraukiamo pluošto lazeriu vėl išsilydo. Apdorojus plieną MOPA impulsiniu pluošto lazeriu, pagrindinė medžiaga yra šiek tiek pažeista, tačiau jos tekstūra išlieka; apdorojus plieną nepertraukiamo pluošto lazeriu, susidaro dideli pažeidimai ir išsilydyta medžiaga.
MOPA impulsinis pluošto lazeris (kairėje) Nuolatinės srovės pluošto lazeris (dešinėje)
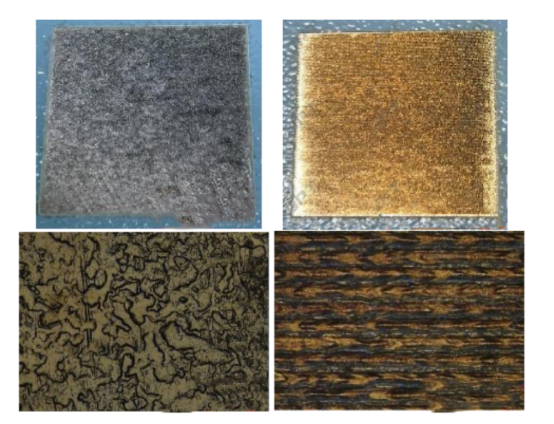
Impulsinis pluošto lazeris (kairėje) Nuolatinis pluošto lazeris (dešinėje)
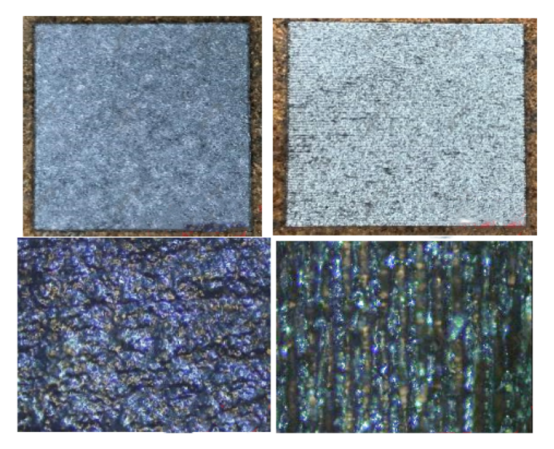
Iš aukščiau pateikto palyginimo matyti, kad ištisiniai pluošto lazeriai dėl didelio šilumos tiekimo gali lengvai sukelti pagrindo spalvos pakitimą ir deformaciją. Jei pagrindo pažeidimo reikalavimai nėra aukšti, o valomos medžiagos storis yra plonas, šio tipo lazeris gali būti naudojamas kaip šviesos šaltinis. Impulsinis pluošto lazeris veikia medžiagas, naudodamas didelės maksimalios energijos ir didelio pasikartojimo dažnio impulsus, kurie akimirksniu išgarina ir virpina valymo medžiagas, kad jas nuluptų; jis pasižymi mažu terminiu poveikiu, dideliu suderinamumu ir dideliu tikslumu, todėl gali atlikti įvairias užduotis, įskaitant pagrindo savybių pažeidimą.
Remiantis šia išvada, siekiant didelio tikslumo, būtina griežtai kontroliuoti pagrindo temperatūros kilimą, o taikymo scenarijuose, kuriuose reikalingas neardomasis pagrindas, pvz., dažyto aliuminio ir liejamo plieno, rekomenduojama rinktis impulsinį pluošto lazerį; kai kurioms didelio masto, didelio stiprumo aliuminio lydinių medžiagoms, apvalios formos vamzdžiams ir kt. Dėl didelio dydžio ir greito šilumos išsklaidymo bei mažų reikalavimų pagrindo pažeidimams galima pasirinkti ištisinius pluošto lazerius.

In lazerinis valymasReikia visapusiškai atsižvelgti į medžiagų sąlygas, kad būtų užtikrinti valymo poreikiai ir kuo labiau sumažinta pagrindo žala. Atsižvelgiant į faktines darbo sąlygas, labai svarbu pasirinkti tinkamą lazerio šviesos šaltinį.
Jei lazerinis valymas nori būti plačiai taikomas, jis neatsiejamas nuo naujų technologijų ir procesų inovacijų. „Maven“ ir toliau laikysis „Laser+“ pozicionavimo, nuolat kontroliuos plėtros tempą, sieks gilinti pradinės lazerio šviesos šaltinio technologiją ir sutelks dėmesį į pagrindinių lazerinių medžiagų ir komponentų, kurie suteikia energijos šaltinį pažangiai gamybai, problemas.
Įrašo laikas: 2024 m. gegužės 7 d.











